
Highlights



Hyperturn 65 Powermill 3
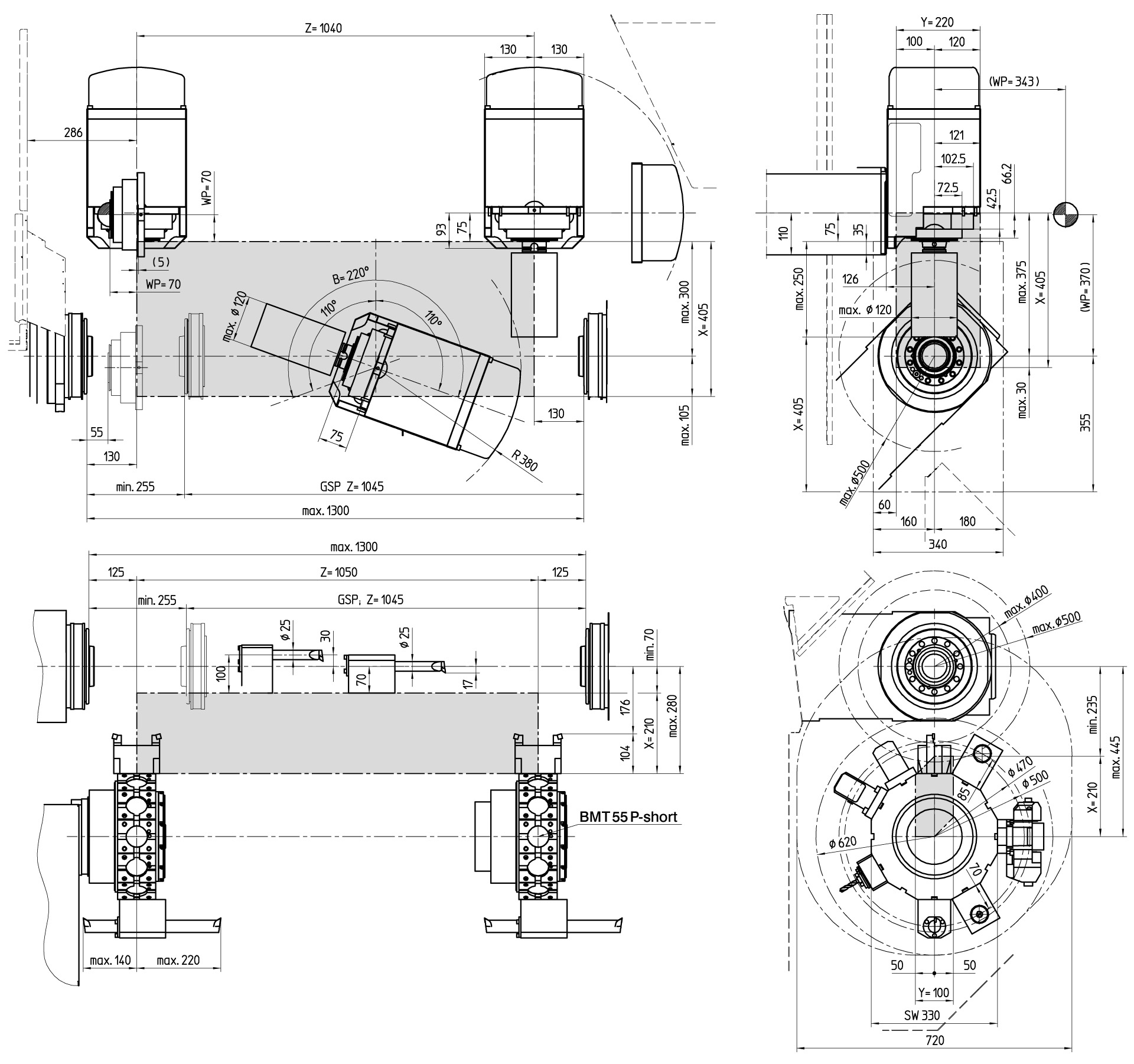
Der im Arbeitsraum der HYPERTURN montierte Werkzeugmesstaster ermöglicht das Vermessen der Werkzeuge sowohl am oberen als auch am unteren Revolver innerhalb der Maschine.Aufstellplan/Arbeitsraum

Werkstücke
Anwendungsbeispiele

")
")
")

Versionen

Hyperturn 65 PM-SB
Mit Haupt-und Gegenspindel, Frässpindel, B- und Y-Achse, sowie 20-fach Werkzeugmagazin
Hyperturn 65 PM-SBM
Mit Haupt-und Gegenspindel, unterem Werkzeugsystem inklusive Fräsantrieb, Frässpindel, B- und Y-Achse, sowie 20-fach Werkzeugmagazin
Hyperturn 65 PM-SBMY
Mit Haupt-und Gegenspindel, unterem Werkzeugsystem inklusive Fräsantrieb und Y-Achse, Frässpindel, B- und Y-Achse, sowie 20-fach WerkzeugmagazinOptionen/Zubehör
Werkzeug-Messtaster
Der im Arbeitsraum der HYPERTURN montierte Werkzeugmesstaster ermöglicht das Vermessen der Werkzeuge sowohl am oberen als auch am unteren Revolver innerhalb der Maschine.
Revolverlünette
Zum Abstützen von langen, schlanken Werkstücken gibt es für die Hyperturn eine am unteren Revolver montierte Lünette. Diese kann bei Bedarf anstatt von Zerspanungswerkzeugen eingeschwenkt werden. Zusätzlich kann auch ein Rollkörner zum Abstützen von Wellenteilen an einer Revolverposition aufgenommen werden.
Fertigteileband
Mit dem Teilefänger werden die Fertigteile auf ein Stauband abgelegt. Ein Takten des Bandes verhindert, dass die zum Teil sehr komplexen Teile aufeinanderfallen.
Werkzeugbruch-Überwachung
Die Werkzeugbruchüberwachung erfolgt durch Auswertung der Auslastung der einzelnen Achsantriebsmotoren. Zu hohe Belastungen lassen Werkzeugverschleiß oder Werkzeugbruch erkennen, zu geringe Belastungen ein fehlendes Werkzeug.
Bandfilteranlage mit Hochdruck-Kühlmittelsystem
Bei Bedarf kann optional ein Kühlmitteldruck von 25/40/60/80 bar realisiert werden. Dieser ermöglicht den optionalen Einsatz von kühlmitteldurchfluteten Bohr- bzw. Fräswerkzeugen.Automation

Kurzstangenlader SL 1200 von EMCO
Mit dem EMCO Kurzstangenlader SL 1200 bietet EMCO die perfekte Lösung zum automatischen Nachschieben und Nachladen von abgelängten Stangen bis zu einer maximalen Stangenlänge von 1200 mm.
Der Vorteil: kleine Aufstellfläche sowie kurze Ladezeiten durch kürzere Hübe.
Die Steuerung ist an das Interface der Maschine perfekt angepasst.

Entladung durch die Gegenspindel
Lange und schlanke Werkstücke können durch die Gegenspindel aus der Maschine transportiert werden.
Die Ablage der langen Teile kann auf unterschiedliche Weise geschehen.
Die Fertigteile können einfach auf einer schrägen Fläche abrollen oder mittels Taktband seitlich magaziniert werden.
Steuerung/Software

Sinumerik ONE mit Operate

EMCONNECT - Digitaler Prozess-Assistent

Fanuc 31i-B
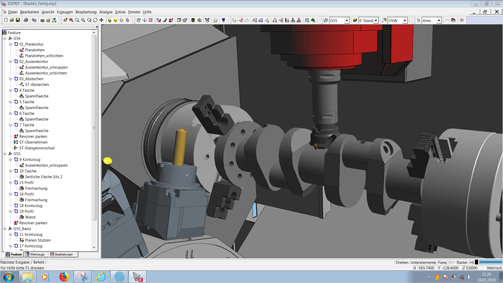
Esprit (optional)
