Punti di forza

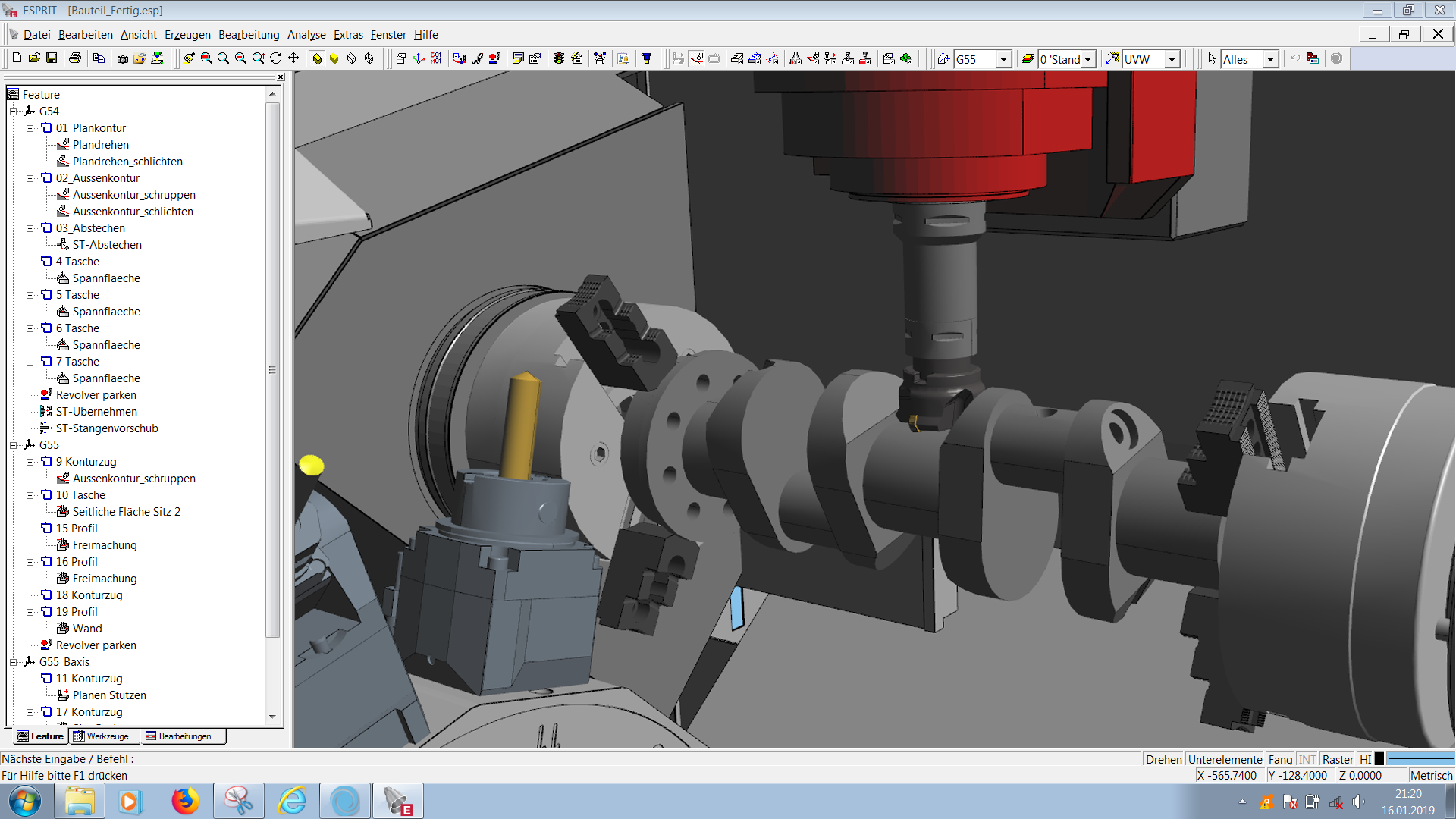
AREA DI LAVORO HT65-DUOTURN
L'HT65-Duoturn è disponibile con due lunghezze di bancale. Una con una distanza tra le punte di 1050 mm e una di 1300 mm. Se si tratta principalmente di lavorare componenti corti, la versione più corta è sufficiente. Se si devono lavorare parti di alberi lunghe, è possibile utilizzare la versione a bancale lungo con appoggio a torretta o appoggio a CN. Soprattutto per applicazioni su alberi con lavorazioni interne profonde, la versione a bancale lungo offre molto spazio per le operazioni. Entrambe le torrette sono montate faccia a faccia, in modo che gli utensili per la lavorazione interna possano essere montati su entrambe le torrette.

CONTROPUNTA / LUNETTA IN TORRETTA
Per la lavorazione completa di alberi da un lato nel mandrino principale e dall'altro nel contromandrino, sono disponibili una contropunta e, se necessario, una lunetta in torretta. Ciò consente di produrre pezzi lunghi e sottili con precisione e senza segni di vibrazione.
CONTROPUNTA
Per le lavorazioni di alberi, HYPERTURN 65 offre due versioni di contropunta. Da un lato, una contropunta mobile idraulica universale per macchine a carico manuale e, dall'altro, una contropunta CNC per macchine a carico completamente automatico. Con il vantaggio di tempi morti molto brevi.
LUNETTA CNC
Per la lavorazione degli alberi sono disponibili diversi tipi di lunette. I pezzi di albero di piccole dimensioni possono essere supportati con una lunetta montata su torretta. Per i pezzi di grandi dimensioni è disponibile una lunetta a controllo numerico con un campo di centraggio da 25 a 280 mm.
MONITORAGGIO DELLA CORSA DI SERRAGGIO SUL MANDRINO PRINCIPALE E SUL CONTROMANDRINO
Grazie al monitoraggio programmabile della corsa di serraggio, è possibile registrare facilmente le posizioni di serraggio dei due cilindri di serraggio. Di conseguenza, non sono più necessari interventi diretti sui cilindri, consentendo di ridurre i tempi di allestimento.Schema di montaggio/area di lavoro











Opzioni/Accessori

Finestra girevole Rotoclear
La finestra girevole permette una perfetta visione nella zona di lavoro della macchina. Il processo di truciolatura può così essere osservato anche con l'impiego del refrigerante.
Torretta BMT
Per una lavorazione economica di pezzi torniti/fresati di una certa complessità con maggioranza di fresatura, è disponibile l’opzione torretta BMT con azionamento diretto raffreddato ad acqua. Questa torretta con una velocità max. 12000 giri/min, 30 Nm e 10 kW consente un’ottima lavorazione completa.
RACCOGLITORE PEZZI
Il raccoglitore elettropneumatico dell‘HYPERTURN 65 è gestito tramite funzioni M. Quando necessario, attraversa l’area di lavoro
e ruota al centro del mandrino. Il pezzo finita viene rimossa dal dispositivo di serraggio e trasferito al vassoio di raccolta.
Il raccoglitore di pezzi torna quindi alla posizione iniziale e il pezzo viene depositato su un nastro trasportatore.
Automazione

Caricatore a portale
Come dispositivo universale di carico e scarico per pezzi grezzi preformati di qualsiasi tipo.
Per mezzo dei diversi sistemi di presa e movimentazione, il caricatore a portale può essere adattato alle esigenze individuali di produzione.

Turn / Mill Assist
Automazione standard compatta per piccole e medie serie, per torni e fresatrici.
- Riduzione delle ore di lavoro fino al 70%.
- Soluzione compatta e salvaspazio.
- Funzionamento supportato graficamente.
- Libero accesso alla porta della macchina.
- Per piccole e medie serie.
- Tempi di allestimento e di preparazione più brevi.
- Non è richiesta alcuna conoscenza speciale di robotica.
- Installazione e formazione in loco.

Caricatore di barre corte EMCO SL 1200
Con il caricatore EMCO SL1200, EMCO offre la soluzione perfetta per spostamento e carico di barre fino ad una lunghezza massima di 1200 mm.
Il vantaggio: ridotto ingombro e brevi tempi di carico grazie alle corse ridotte.
Il controllo è perfettamente integrato nell’interfaccia macchina.
Controlli/Software

Sinumerik ONE con Operate

Fanuc 31i-B

EMCONNECT - Assistente di processo digitale

EMCO CPS Pilot (optional)