
For over 75 years, EMCO has stood for technological excellence and innovation in the world of machine tools. Our high-performance machines enable complex components to be manufactured with maximum efficiency and productivity.
Discover our attractive offers for turning machines and milling centres: versatile solutions that are unbeatable in their class – and at an extremely competitive price!
beyond standard – Power deals:
Maxxturn 95 & MMV3200

More performance. More precision. More EMCO.
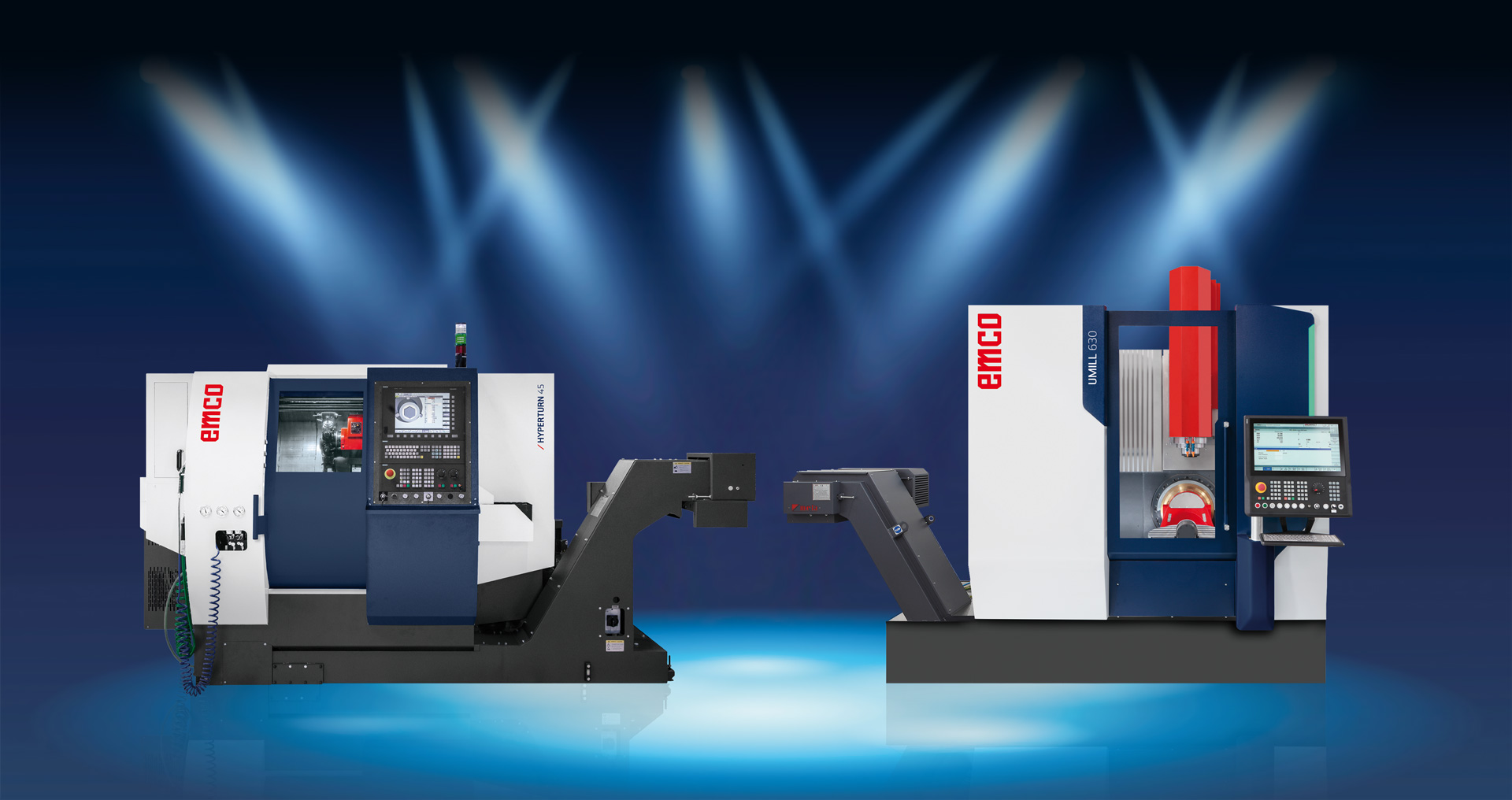
Two of our top models – the EMCO Maxxturn 95 and the EMCO MMV 3200 – are now available as attractive special offer machines. If you are looking for a reliable complete solution for complex turning and milling operations, take a closer look now.
MORE PUNCH FOR YOUR PRODUCTION
BECOME A SALES AND SAVINGS CHAMPION!
Increase your production efficiency and reduce costs at the same time.
- Highly productive: Manufacture complex workpieces with maximum precision.
- Efficient: Maximise your production capacities.
- Cost-effective: Utilise immense savings potential.
For more turnover. For better results. For a stronger market position.
You can find all the benefits and technical features at: www.allrounder-champions.com
Your future at EMCO - Apply now!

EMCO has been a leading manufacturer of lathes and milling machines for over 75 years and offers a wide range of development opportunities. From competent technician to business specialist: there are many paths open at EMCO for committed employees who are willing to undergo further training. Become part of an innovative team and shape the future of manufacturing technology with us.
Vacancies: Discover our current job vacancies and start your career at EMCO.
News
EMCO is entering into a new partnership with…
Under the leadership of its new management team, EMCO is taking its first concrete steps towards the…
EMCO History

SEE THE FUTURE, BE THE FUTURE.
The quest for innovation and the development of innovative technologies has always been part of EMCO's philosophy. The chain of evidence is long and begins in 1947. Since then EMCO has shown time and again that it is possible to use impressive knowledge to make groundbreaking machines. And that is not going to change in the future.
Learn more
- 01
- 02

