
Highlights

PARTS CATCHER
The MT 65-1000 electro-pneumatic parts catcher is controlled using M functions. When needed, it moves to the front of the work area and pivots to the spindle center. The finished part is removed from the clamping device and transferred to the catcher tray. The parts catcher then moves back to its initial position and the part is tipped onto a conveyor belt.
BMT55-TURRET
For economical production of complex turned/milled parts with mainly milling share, there is optional the BMT-turret with water cooled direct drive. With max. 12000 rpm, 28 Nm and 11,7 kW, this turret offers optimal prerequisites for the complete machining.")
INTEGRATED SPINDLE MOTOR (ISM)
The latest synchronous technology guarantees the highest dynamics and an exceptional torque in a compact design. Liquid cooling in conjunction with automatic temperature control maintains a constant temperature for all spindle motors.
HIGH-PRECISION Y-AXIS
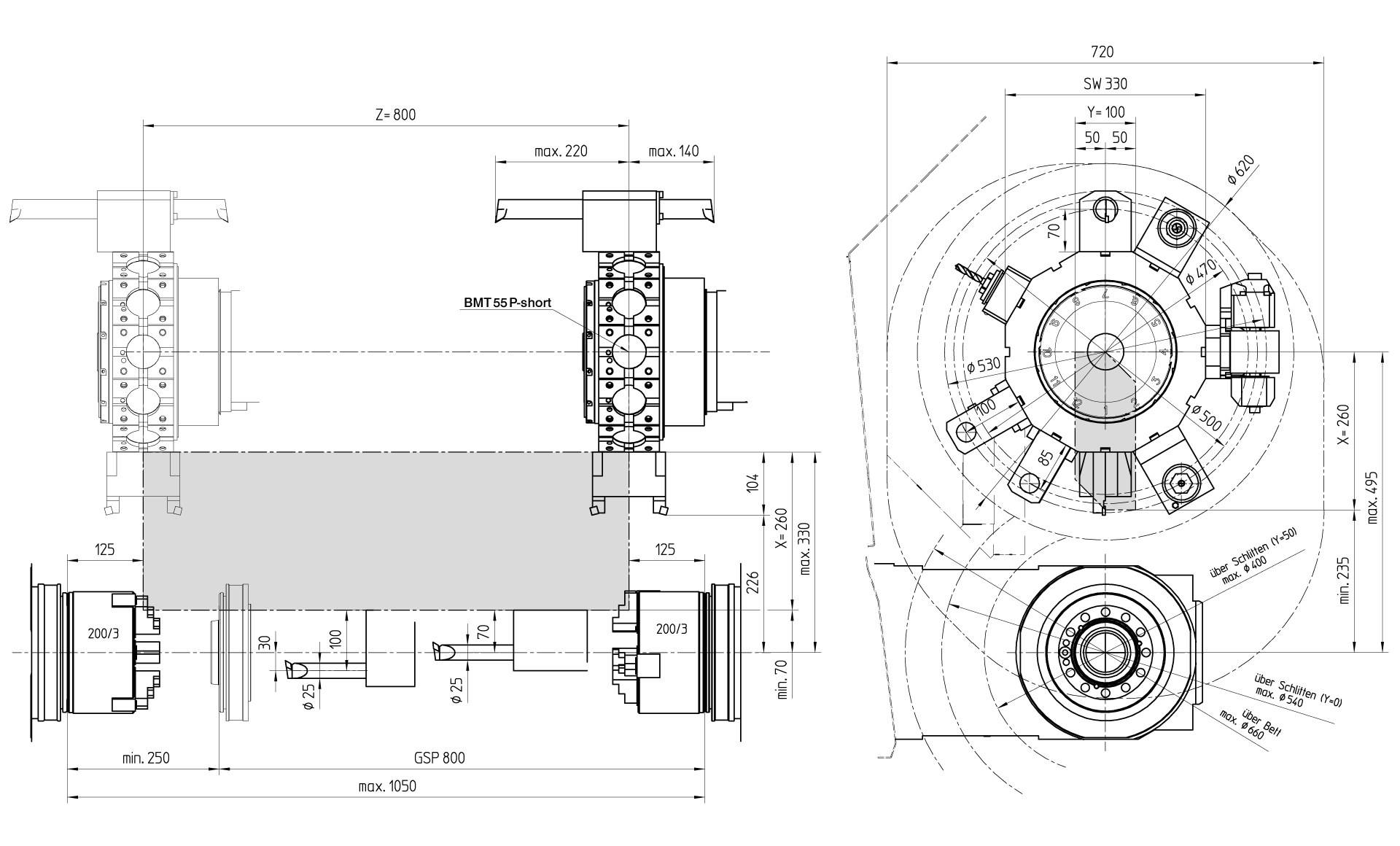
The MAXXTURN‘s Y-axis is designed to distribute the cutting forces over two guide planes. The result: outstanding rigidity for all turning and milling operations. The +/– 50 mm travel path permits off-center milling and drillingOverall dimensions/Work space








Workpieces
Examples of use




Versions
")
")
")
")
Options/Accessories

FINISHED PART CONVEYOR BELT
On the conveyor belt within the machine casing, arranged lengthwise, with a storage surface of 1400 x 180 mm, the work pieces are put down damage free.
TOOL MEASURING
The tool measuring arm equipped with a touch-probe enables fast and precise measuring of tools in the workspace. It is mounted manually in the bracket below the main spindle and returned to a storage tray in the left machine cladding after use.
Band filter with high-pressure coolant pumps
A coolant pressure of 25/40/60 or 80 bar can be set as needed. This enables coolant-fed drilling and milling tools to be used to their best advantage.
EMCO tool breakage monitoring system
The tool status is monitored by evaluating the load on the various axis drive motors. Excessive loads point to wear or broken tools. Too low a load indicates a tool is missing.

Spin-window
The optional spin window enables the optimal insight in the working area, also during machining with coolant. Due to its very fast rotating glass plate, the coolant is slung away immediately after impact and the window stays clear.Automation

Short-bar loader EMCO SL 1200
The EMCO short-bar loader SL 1200 is the perfect solution for the automatic reloading of pre-cut bars up to 1200 mm.
The adavantage: small footprint and short loading times through shorter strokes.
The control unit is perfectly adapted to the interface of the machine.

Unloading through the counter spindle
Long, slender workpieces can be removed from the machine through the counter spindle.
Long parts can be stowed in different ways.
The finished parts can either simply roll down an inclined surface, or be stored in a lateral magazine using a discontinuous belt.
Software/Control

Sinumerik 840D sl incl. ShopTurn

Fanuc 31i-B

EMCONNECT - Digital Process Assistant
Esprit (optional)
