Products
Press releases

![[Translate to en:]](/fileadmin/user_upload/tanzania_1920_1080.jpg "[Translate to en:]")
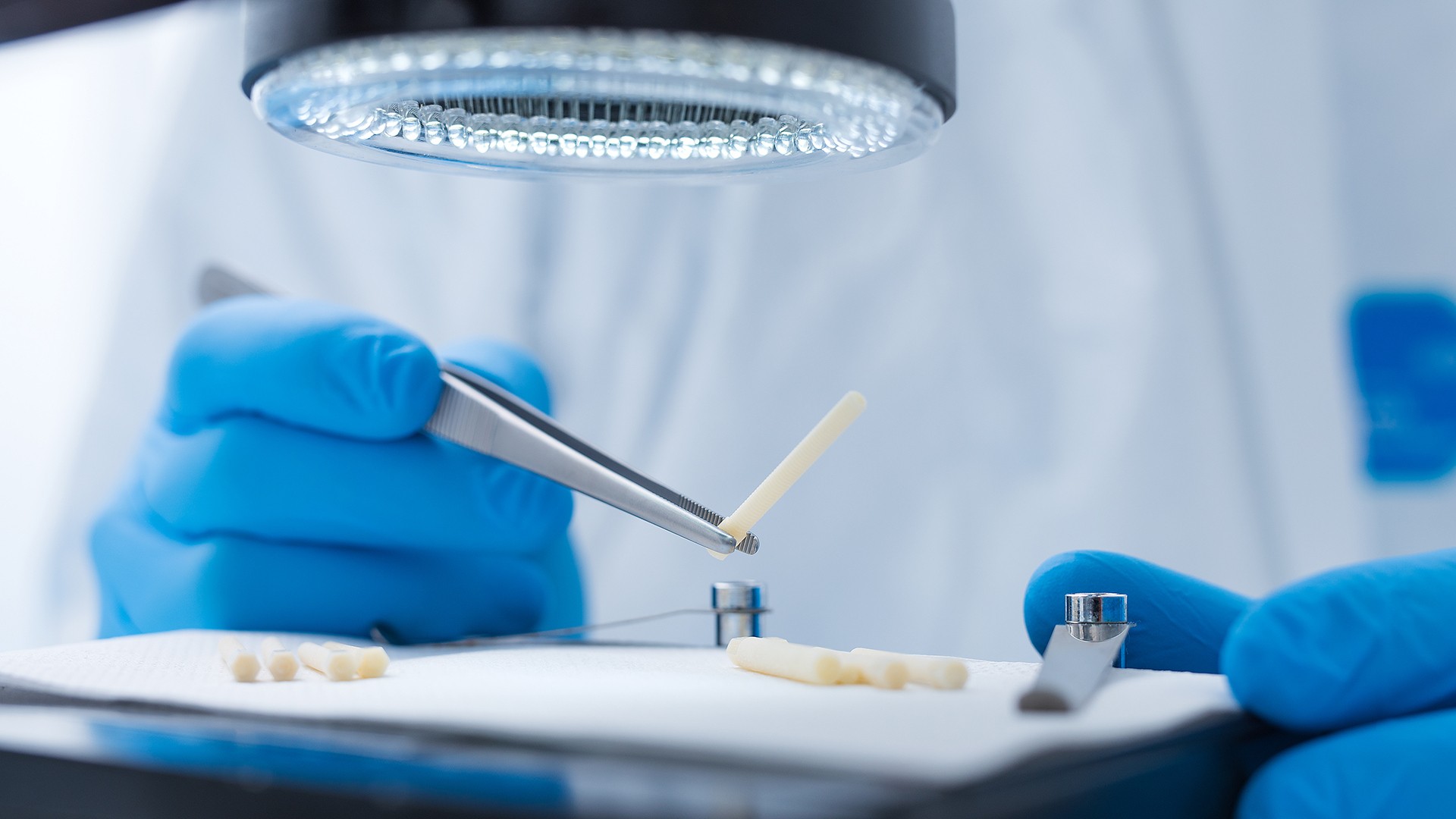
Shark Screw® bone screws, manufactured from human bone using an EMCOTURN 25 turning centre, offer significant advantages for patients and also enable cost savings.
Read more
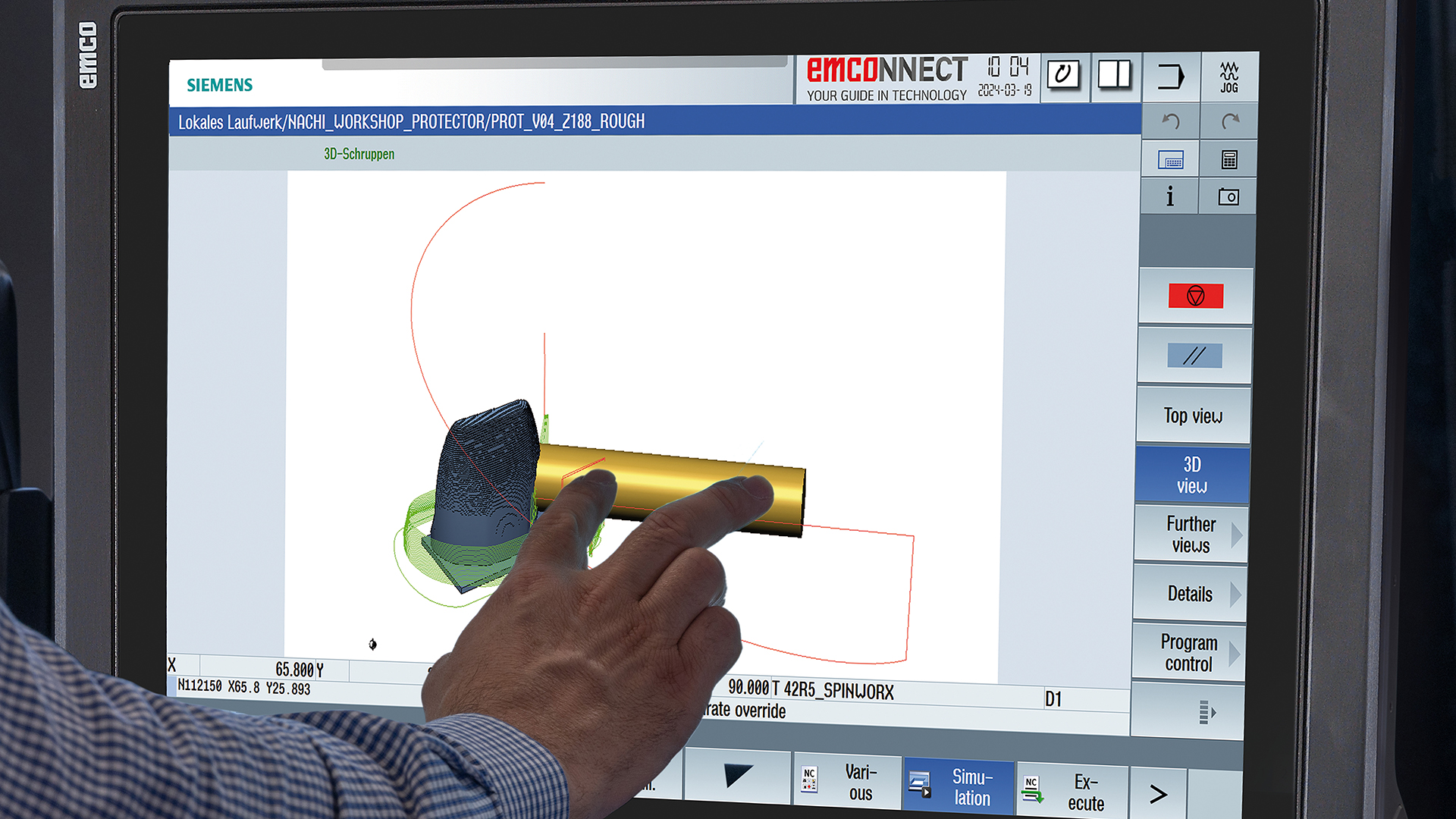
NEW: Siemens Optimize MyProgramming/3D Scanner available on our machines!
Efficient and intelligent workshop programming on virtual and real machines:
- 3D CAD data on the machine instead of on paper saves a lot of time
- Feature…
Read more

More performance. More precision. More future.
All-purpose turning machine for precise and high-performance machining
With the new UNIVERSALTURN 50, EMCO sets the next milestone in complete machining of bars and chuck parts.…
Read more

More compact, more powerful, more versatile – the new universal milling machine UMILL 1000!
This machine sets new standards in milling technology and offers the perfect combination of precision, flexibility, and performance –…
Read more

Read more
![[Translate to en:] Finden Sie die passende Maschine für effiziente Lösungen.](/fileadmin/_processed_/3/e/csm_EMCO_Wendlingen_-_Interieur_-_2020_-_06_-_BA_1920_1080_b77b119b23.jpg "[Translate to en:] Unsere verfügbaren Maschinen")
Read more
Read more

Read more